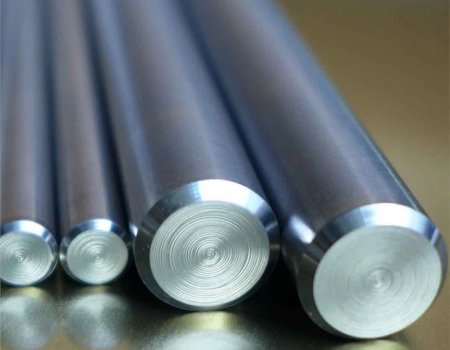


Forged Titanium Rod are available in all grades, with the most common being grade 5 and grade 2. Rods are typically manufactured in eight to twelve foot lengths and can be easily cut to custom length and shipped.
From ingot to finished Forged Titanium rod, the forging process is usually divided into three stages.
1. Bloom
When the initial forging (blooming) temperature is 150-250 ℃ above the β transition point, the plasticity of the casting structure is the best. At the beginning, the ingot should be deformed by light and fast striking until the primary coarse grain structure is broken. The deformation degree must be kept in the range of 20% - 30%. The ingot is forged into the required section, and then cut into a fixed size blank.

2. Multi direction repeated upsetting and drawing
If the blank is rolled on the rolling mill, the multi-directional upsetting and drawing is unnecessary.

3. The second multi direction repeated upsetting and drawing
It is the same as the first multi-directional repeated upsetting and drawing, but the starting forging temperature depends on whether the semi-finished product after forging is the blank of the next process or the delivered product. The initial forging temperature can be 30-50 ℃ higher than the β - transition temperature for the blank in the next process, and 20-40 ℃ lower than the β - transition temperature for the product delivered

Because of the low thermal conductivity of Forged Titanium rod, if the preheating temperature of the tool is too low, the impact speed of the equipment is low, and the deformation degree is large, X-shaped shear band is often formed on the longitudinal section or cross section when upsetting or drawing long billets on the free forging equipment. This is especially true for non isothermal upsetting on hydraulic press.
This is because the temperature of the tool is low, and the contact between the blank and the tool causes the surface layer of the metal to chill. In the process of deformation, the deformation heat generated by the metal has no time to conduct heat to the surrounding, forming a large temperature gradient from the surface layer to the center, resulting in the formation of a strong flow strain band of the metal.
The larger the deformation degree is, the more obvious the shear band is, and finally cracks are formed under the action of tensile stress with opposite sign. Therefore, in the free forging of titanium alloy, the striking speed should be faster, the contact time between the blank and the tool should be shortened as far as possible, the tool should be preheated to a higher temperature as far as possible, and the deformation degree in one stroke should be properly controlled.
Welcome to send an inquiry to mira@xjcmetal.com at any time if you need.